Con la popularidad de la tecnología de corte por láser en el campo de la producción, la calidad de corte por láser está estrechamente relacionada con la productividad y la eficiencia de la mayoría de los clientes de aplicaciones equipos. En el proceso de corte por láser, los factores que afectan el rendimiento de la calidad de corte son la calidad del rayo láser, la potencia del láser, la velocidad de corte, el grosor de la pieza de trabajo, el tipo de material, etc. Además, el diseño de la boquilla del cabezal de corte, el control del flujo de aire, etc. también son factores importantes.

La boquilla del cabezal de corte está instalada en el extremo frontal del cabezal de corte Oree para ayudar a controlar el gas auxiliar mientras protege la lente de enfoque. El material de corte se mantiene a una distancia estable de la boquilla durante el proceso de corte para evitar el rebote de salpicaduras durante el corte. El diámetro de la boquilla determina la forma del flujo de aire, el área de difusión de gas y la velocidad del gas que ingresa a la incisión, lo que afecta la eliminación de la masa fundida y la estabilidad de corte. Cuanto mayor sea la velocidad de flujo en la ranura, más rápida será la velocidad y la pieza de trabajo estará en la posición correcta en el flujo de aire, la capacidad de rociar para eliminar la masa fundida.

Al mismo tiempo, el grosor de la placa también debe tenerse en cuenta, y el diámetro de la boquilla tiene diferentes efectos sobre las placas de diferente grosor. Al cortar placas gruesas de 3 mm o más, el diámetro de la boquilla es de 1,5 mm y el efecto de corte es estable. Al cortar una placa delgada, la boquilla con un diámetro de 1 mm puede garantizar que la superficie de corte sea más fina.
En el proceso de uso real, cuando la boquilla y el haz de salida del láser no son coaxiales, para garantizar un corte efectivo, evitando el problema del ancho de corte excesivo, daños en la boquilla, fusión de la superficie de corte, etc. El centro del orificio de la boquilla debe estar coaxialmente con el rayo láser.

Método específico:
Aplique adhesivo blanco en la cara final de la salida de la boquilla, ajuste la potencia de salida del láser para perforar, observe si hay un orificio central en el adhesivo blanco y la ubicación del orificio central, ajuste simultáneamente el tornillo de ajuste en el mango de la cavidad del espejo hasta El orificio del láser en el adhesivo blanco coincide con el centro de la boquilla, lo que confirma que el centro de salida del láser es consistente con el centro de la boquilla.
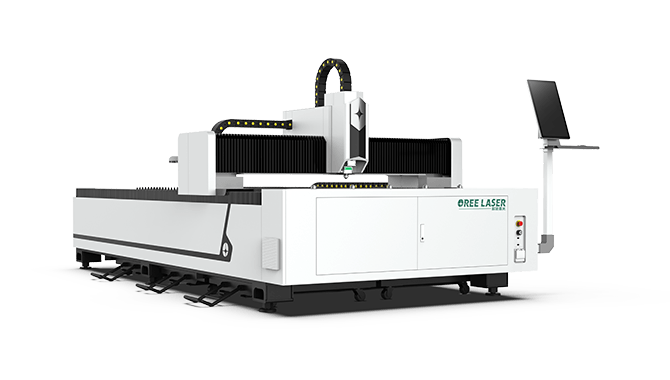
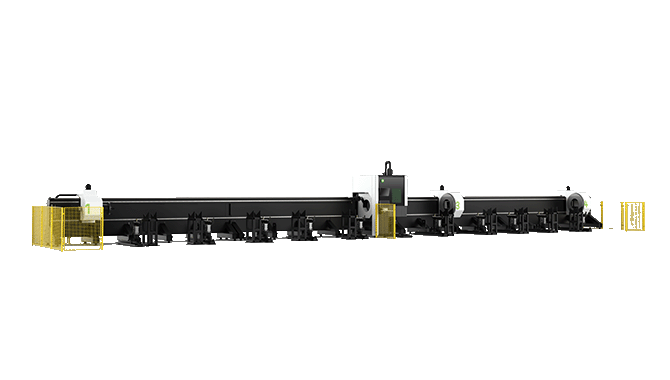
Bienvenido a nuestra fábrica de máquinas de corte por láser - oreelaser